Cast Iron Cookware Finishing
Another reason vintage cast iron cookware is coveted by collectors and cooks alike-- in addition to the fineness and lightness of castings typically seen prior to the advent of factory automation-- is the extra effort manufacturers put into finishing their products. "Finishing" in this case refers to mechanical, post-casting, value-adding processes, as opposed to "a finish" such as plating or a hammered surface texture.
Various finishing techniques were employed, and were often dependent on the type of pan. Some makers offered nearly their entire lines in more than one finish, which the consumer could then choose from based on cost.
The following are descriptions of the various levels of cast iron cookware finishing.
As-Cast: Little or no post-processing; excess gating metal broken off and ground flush. At most, as-cast pieces might be tumbled to remove undesirable casting artifacts such as minor flashing or rough edges, but are otherwise left, as the term implies, largely the way they emerge from the sand mold.
Tumbled:  Whether it is to be finished further or not, most cast iron cookware is put through tumbling machinery post-casting. A tumbler is basically a rotating drum, filled with specially-shaped bits of metal, into which the fresh castings are placed in order to remove nubs and roughness. A minimal degree of polishing is achieved by tumbling.
Whether it is to be finished further or not, most cast iron cookware is put through tumbling machinery post-casting. A tumbler is basically a rotating drum, filled with specially-shaped bits of metal, into which the fresh castings are placed in order to remove nubs and roughness. A minimal degree of polishing is achieved by tumbling.
Ground: Most of the smooth cooking surfaces of vintage cast iron cookware in the 20th century were achieved by polish grinding. Typically, special machinery was devised to hold and rotate an individual piece while an arbor-mounted stone grinding head spinning in an opposite direction would be applied across the surface to be polished. This would be in contrast to milling, explained below.
Polish grinding was limited primarily to skillets, bailed or handled round griddles, Yankee or Scotch bowls, and dutch ovens, all pieces for which a smooth-as-possible cooking surface might be desired, and all pieces which represented good candidates for machine-assisted polish grinding.
Manufacturers were forced to leave many pieces as-cast or to be merely tumbled, either because there was no practical way to apply machine finishing techniques or no necessity to do so. Pieces with oblong shapes or intricate details, such as cornstick or muffin pans, or breakfast and other divided skillets were not able to be polish ground.
Milled: Very few cast iron cookware pieces were actually milled, a machine process more aggressive than polishing or grinding, in which rotary cutters remove relatively greater amounts of metal. Around the time of the advent of electric cooktops, Griswold produced a milled-bottom skillet for use on them. Far beyond polishing, the pan's entire bottom was machined to be both completely flat and smooth. Since this process involved so much metal removal, the bottom was cast unusually thick in order to facilitate the subsequent milling. Additionally, since they would have been milled off, there are no trademarks or other markings on their bottoms, only the pattern number and the name Griswold incised in small lettering on the underside of the handle.
There is often seen in the vintage cast iron cookware collectibles arena a confusion in terminology between polish grinding and milling. As noted above, very few items were actually milled, although the artifacts of polish grinding sometimes cause observers to believe a piece has been milled. When we are fortunate enough, however, to find a piece whose polish grinding marks are still evident, we can see that they are whorl-like or spiral in nature. Milling, on the other hand, if not done very finely, leaves markings in the form of concentric circles.
Finishing and Marketing
Manufacturers were seen offering their lines in more than one finishing option. Catalogs often listed a choice of "plain" or "ground", priced accordingly. Lodge at one point even offered three levels of finish: "plain", "polished", and "mirror polished". Sometimes, makers went as far as branding the levels for better consumer recognition.
Griswold is known for their term "Extra Finish Ware". Some have taken that to mean a higher quality finish offered over and above, and in addition to a "regular" finish. This does not appear to be the case, however, but rather simply a way for Griswold to make their products sound superior to the competition, and especially to those who did no finishing steps at all. As such, Griswold's catalogs termed all of its products "extra finished", unless specified "plain iron", which merely described pieces which either could not or did not need to be polished.
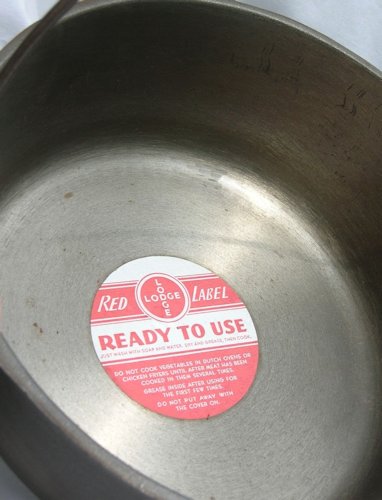
1930s Lodge "Red Label" pieces were polished, but their "Blue Label" were "Mirror Finished". Also offered were "Unfinished" and "Frosted". Frosted appears to refer to a satin or matte finish available as a premium on only the most popular range of skillet sizes, but what constituted it and how it was achieved is not clear.
Early Birmingham Stove & Range Co. catalogs noted their pots, spiders and griddles could be furnished "with the interior surface ground down to a smooth, bright finish", but at a lesser discount off list price than plain ware. Later Red Mountain series catalogs showed that some pieces could be had either plain or "AA" finish, which was described as "ground and double polished".
Wagner described its polish ground cooking surfaces, variously, as "Polished", "Extra Finished", and "Delux". All, however, appear to denote the same level of finish.
There is some assertion that polish grinding was less a consumer mandate than it was a way to cosmetically deal with casting imperfections on cooking surfaces. This may or may not be true. Regardless, the fact that catalogs offered pieces in both finished and plain versions confirms that buyers were perhaps willing to accept such imperfections, if they existed, if given a lower price point.
The labor-intensive, and therefore costly, polish grinding as a finishing step was largely discontinued industry-wide after the 1960s in response to competition from cheap foreign imports.
Currently, Lodge Mfg. post-processing includes steel shot-blasting and a cleaning bath with steel scrubbing media.
 A gallery of cast iron finishing.
A gallery of cast iron finishing.
  
|
||
| Any purchases you make from Amazon can help support this web resource. Click to find out how. | ||
|
|
||


{kind=link}
{kind=link}
{kind=link}
{kind=link}

|
This site is a participant in the Amazon Services LLC Associates Program, an affiliate advertising program designed to provide a means for sites to earn advertising fees by advertising and linking to Amazon.com or its affiliates. |